Have you ever received a carbon fiber part that looks flawless on the surface, meets every dimensional spec on your drawing, but cracks, deforms, or fails catastrophically just months into service?
90% of these failures stem from invisible, often unreported defects introduced during the manufacturing process—flaws that most suppliers won’t tell you about, and many don’t even have the engineering expertise to detect. Over our 10+ years working with aerospace, motorsports, and industrial robotics clients, we’ve seen nearly every way a carbon fiber part can go wrong, and we’ve built a zero-tolerance QC system to stop them before they ever reach your facility.
Below, we break down the 5 most common and destructive carbon fiber quality defects, their root causes, the real risks they pose to your project, and exactly how our resident engineering team catches and eliminates them in every production run.
1. Porosity & Voids: The Hidden Strength Killer
What It Is: Porosity (or voids) are tiny pockets of air or trapped volatiles trapped within the laminate during the curing process. They can range from microscopic bubbles invisible to the naked eye, to large voids visible in cut edges.
Root Cause: Nearly all voids stem from poor process control:
- Inadequate vacuum pressure during autoclave curing.
- Incorrect resin degassing before layup.
- Too-rapid temperature ramps that cause resin to outgas mid-cure.
- Low-quality prepreg with expired shelf life.
Why It Matters: For mission-critical structural parts, voids are a death sentence. Per ASTM D3171 aerospace standards, structural components require a void content of less than 1%. Even a 2% void content reduces tensile strength by 30%, drops interlaminar shear strength by 25%, and cuts fatigue life by up to 70%.
How We Catch & Prevent It:
- Pre-Production Validation: We only source certified, in-date Torayca® prepreg, and verify resin flow properties before production starts.
- Process Locking: Our engineering team writes site-specific cure cycles for every part, tailored to laminate thickness.
- NDT (Non-Destructive Testing): 100% of our structural parts undergo ultrasonic C-scan testing before shipment to map voids as small as 0.5mm.
2. Fiber Misalignment & Waviness: The Unmet Design Spec
What It Is: Carbon fiber gets 90% of its strength from continuous, aligned filaments. Misalignment (oriented off the specified angle) or waviness (fibers buckling within the laminate) means your part will never meet the engineered mechanical performance.
Root Cause: This is almost always a human error in the layup process, exacerbated by a lack of engineering oversight:
- Unskilled technicians placing plies at the wrong angle.
- Poor template design that doesn’t enforce fiber orientation.
- Compaction errors in thick laminates.
Why It Matters: A mere 5° misalignment of a 0° structural ply can reduce the part’s longitudinal tensile strength by 40%. Waviness creates stress concentrations that act as crack initiation points, leading to sudden failure under load.
How We Catch & Prevent It:
- DFM Layup Documentation: We create a ply-by-ply guide with laser-aligned templates and explicit fiber markings.
- In-Process Inspections: Our resident engineers perform sign-off checks every 3 plies using laser protractors.
- Batch Traceability: Every production run has a dedicated layup log with engineer inspection stamps for every layer.
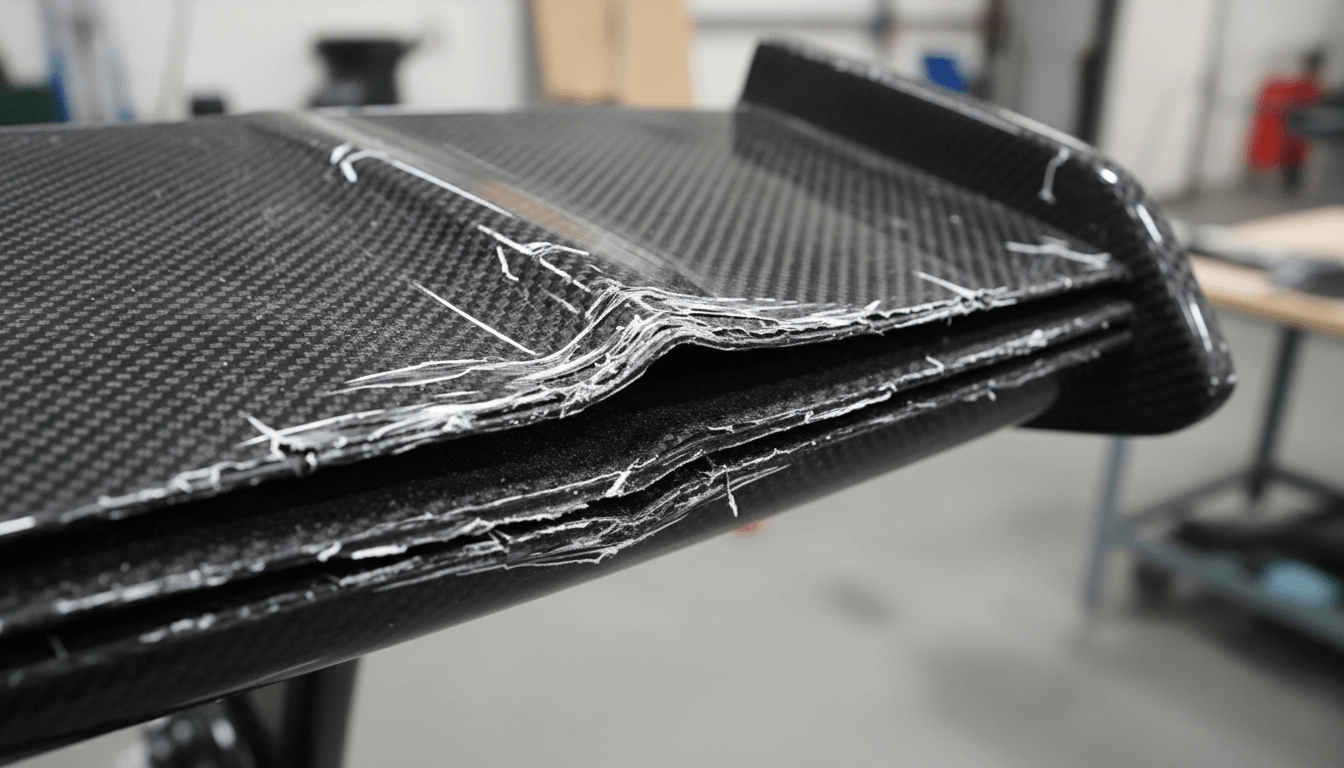
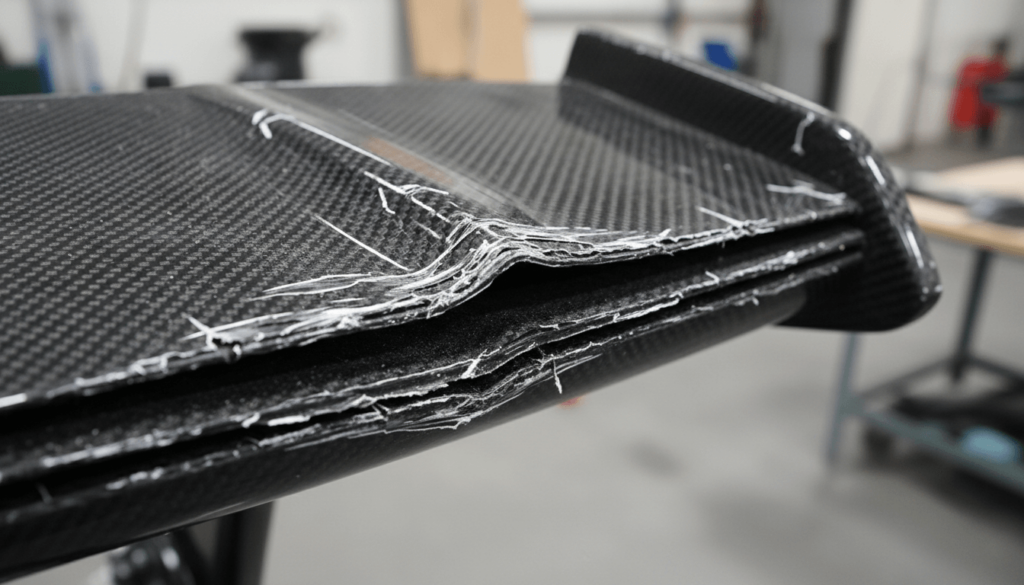
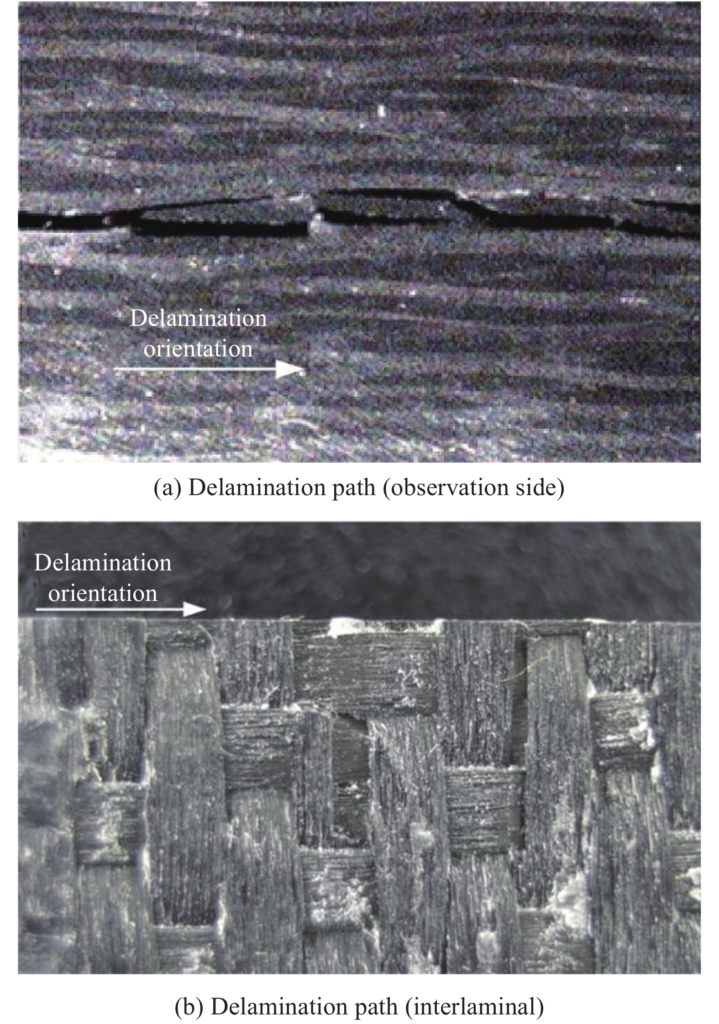
3. Delamination: The Catastrophic Layer Separation
What It Is: Delamination is the separation of individual plies within the laminate. It often starts as a tiny, invisible crack along the part’s edge or near drilled holes.
Root Cause:
- Poor interlaminar adhesion from contaminated prepreg.
- Machining damage from dull tools, incorrect feed rates, or poor toolpaths.
- Inadequate edge sealing after CNC machining.
Why It Matters: Delamination destroys structural integrity. It grows with every load cycle, even at low stress levels. For dynamic parts like UAV rotor blades, it can lead to explosive failure with zero warning.
How We Catch & Prevent It:
- Machining Process Control: We write CNC toolpaths specifically for carbon fiber, using diamond-coated tools and climb milling. We never use metal-cutting tools on composite parts.
- Edge Sealing: Every machined edge is inspected under 10x magnification and sealed with aerospace-grade epoxy.
- Ultrasonic Inspection: Suspect parts are sent for full ultrasonic scanning to map hidden delamination.
4. Incorrect Resin-to-Fiber Ratio
What It Is: High-performance parts rely on a precise ratio: typically 60% fiber, 40% resin by weight. Too much resin adds dead weight; too little resin leaves fibers under-impregnated, creating weak points.
Root Cause:
- Low-quality prepreg with wide resin content tolerances.
- Over/Under-compaction during the curing process.
Why It Matters: For weight-sensitive industries, every gram counts. A resin-rich part may be 10-15% heavier than spec. A resin-starved part has drastically reduced impact resistance. Many low-cost suppliers cut corners here.
How We Catch & Prevent It:
- Certified Sourcing: We only use premium prepreg materials with guaranteed resin content tolerances of ±2%.
- First-Article Burn Test: We perform a resin burn-off test per ASTM D3171 to verify the exact fiber volume fraction of the cured laminate.
5. Machining-Induced Microcracking
What It Is: Hairline cracks in the resin matrix or fiber filaments caused by improper CNC machining, drilling, or trimming.
Root Cause:
- Incorrect spindle speeds and feed rates generating thermal damage.
- Lack of proper coolant during machining.
Why It Matters: Microcracks are the #1 cause of premature failure in tight-tolerance CNC components. A single microcrack near a bolt hole will grow with vibration, causing failure in hundreds of hours.
How We Catch & Prevent It:
- Dedicated Composite Machining: All parts are machined on high-speed spindles with cold-air coolant systems.
- 10x Magnification Inspection: Every machined feature is inspected by our QC team with zero tolerance for fiber pull-out.
- CMM Validation: We use a coordinate measuring machine (CMM) to validate critical dimensions on first-article parts.
Quality Isn’t an Afterthought—It’s Engineered Into Every Step
The biggest mistake we see buyers make is choosing a carbon fiber supplier based solely on price, only to discover hidden defects that cost them 10x more in rework and failed projects.
At Nexrik, our model is different. We don’t outsource quality control to a factory and hope for the best. Our resident engineering team is on the production floor for every critical step—signing off on every batch before it leaves the facility.
By Engineers, For Engineers. That’s not just a tagline. It’s how we work.
Ready to Put Your Next Project in the Hands of Engineers?
If you’re sourcing carbon fiber components for a mission-critical application, we’re here to help. Reach out to get:
- A free, no-obligation DFM Review of your CAD files to identify quality risks before production.
- Our full 25-point carbon fiber QC checklist, the exact internal document we use to inspect production runs.
Submit your CAD files through our secure RFQ form, or email us directly at alex@nexrik.com. You’ll get a detailed assessment and quotation within 24 hours. No sales calls, just an engineer-to-engineer conversation.
Leave a Reply